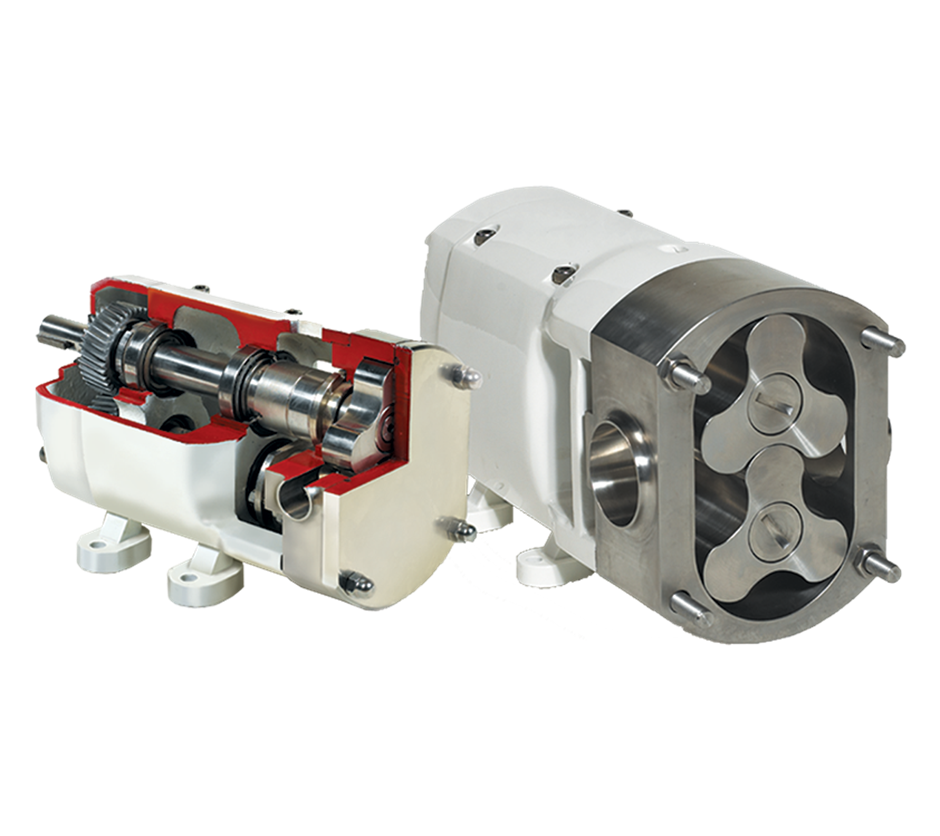

Rotorflo
Rotary Lobe Pumps
Rotorflo is a high-performance, compact pump requiring little maintenance, designed for hygiene-conscious industries. Franklin Electric is the only South African pump manufacturer to be awarded the European Hygienic Equipment Design Group (EHEDG) certification for its design of a rotary lobe pump.
-
Performance
- Flow rates up to 96m3/h
- Pressures up to 15 bar
Features
- Shafts are made of heavy-duty, large-sectioned stainless steel for less deflection and enhanced rigidity
- Helical gears time the main and lay shafts to maintain accurate clearances between the rotors. These clearances ensure high volumetric efficiency and increased suction
- Main bearings are of the standard taper-roller type
- Gearboxes are grease or oil lubricated
- Shaft sealing can be achieved by mechanical seal, packed gland or “O” ring, to suit application
- The spigotted rotor case is positively located on the bearing housing, eliminating loose dowels
- The 12-involute spline configuration ensures accurate positioning of rotors during assembly
- Low-shear characteristics protect delicate products
- Positive displacement technology ensures efficient transfer of all liquid viscosities
- The pumping chamber is fully swept, ensuring no product entrapment
- “O” ring seal profiled to the edge of pumping chamber. Most covers are flush, minimising areas where bacterial growth can occur
- All wetted parts are made from 316 stainless steel
- Full diameter porting supplied as standard. Fittings available to suit customer specification. Enlarged inlets for hopper feed also available
- Shimming external to gearbox to allow for quick and simple adjustments of rotor clearances when required
- The gear housing is manufactured from robust cast iron
- Keyed gears produce a positive drive to ensure that timing does not have to be reset when rotors are changed
- “O” ring seals on rotor keeps splines free of product contamination
- The front cover can be supplied with a pressure relief valve built in to protect against overload.
Applications
- Food
- Pharmaceutical
- Dairy
- Hygiene-sensitive applications
- For pumping shear-sensitive or viscous fluids
-
Brochures and Leaflets
Other

